
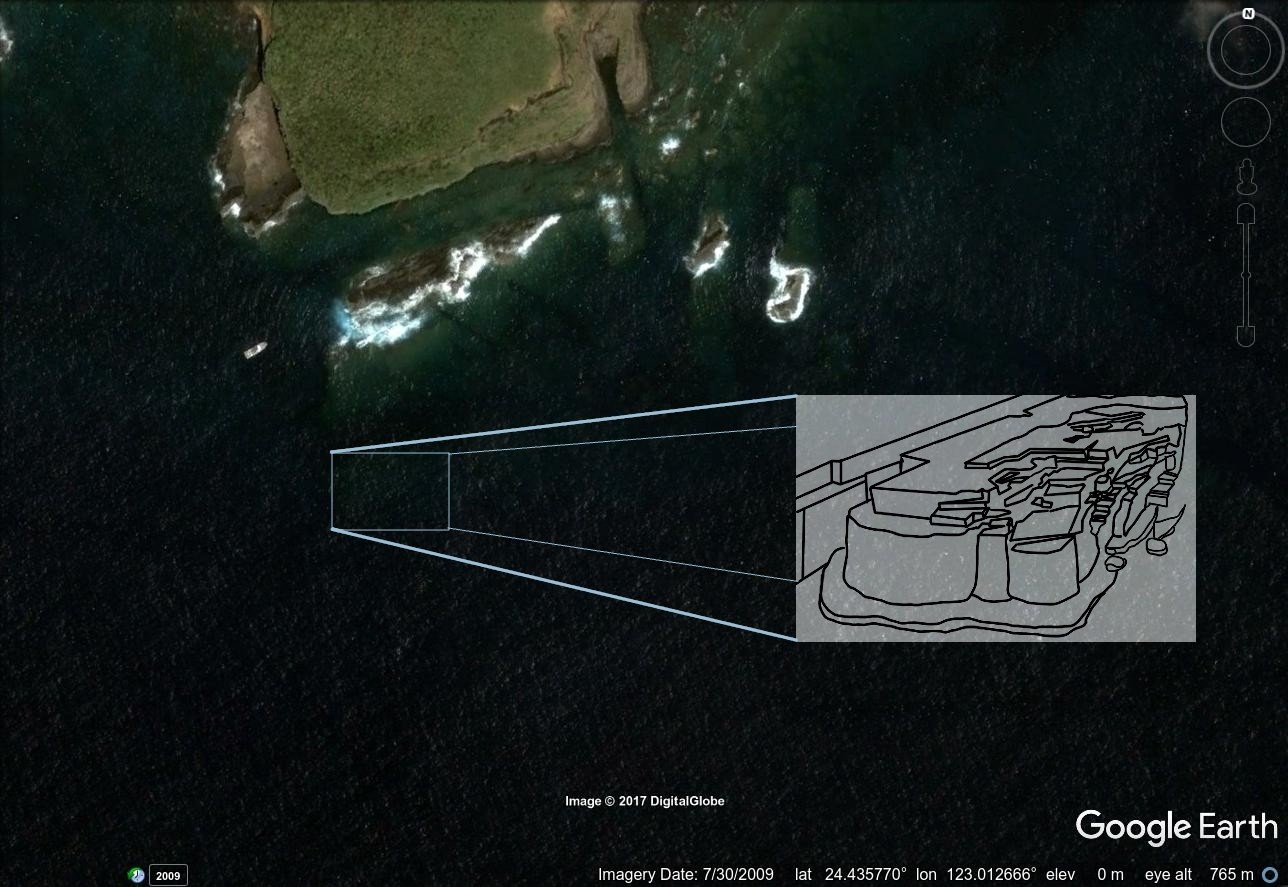
Just a few dozen meters off the coast of the island of Yonaguni in Japan, which is situated very near Taiwan and considered the southwest-most portion of Japan, is a curious formation of shale and sandstone. And it has many convinced it is the underwater ruins of a ancient civilization that was gifted with a form of “high technology” needed to construct such an elaborate complex.

Quick Overview of the Site
Beginning just over 1 meter above the surface, the formation of rock that divers have been fascinated with since at least the 1980s, presents itself with large, blocky fractures that have many angles that appear rectangular—though many are clearly rhombohedral. The rock formation, which I’ll refer to as YF (Yonaguni Formation) for simplicity, is about 25 meters tall from the sea floor to the highest point. The central formation is about 120 meters wide and over twice that in length.
Geologic History of the region
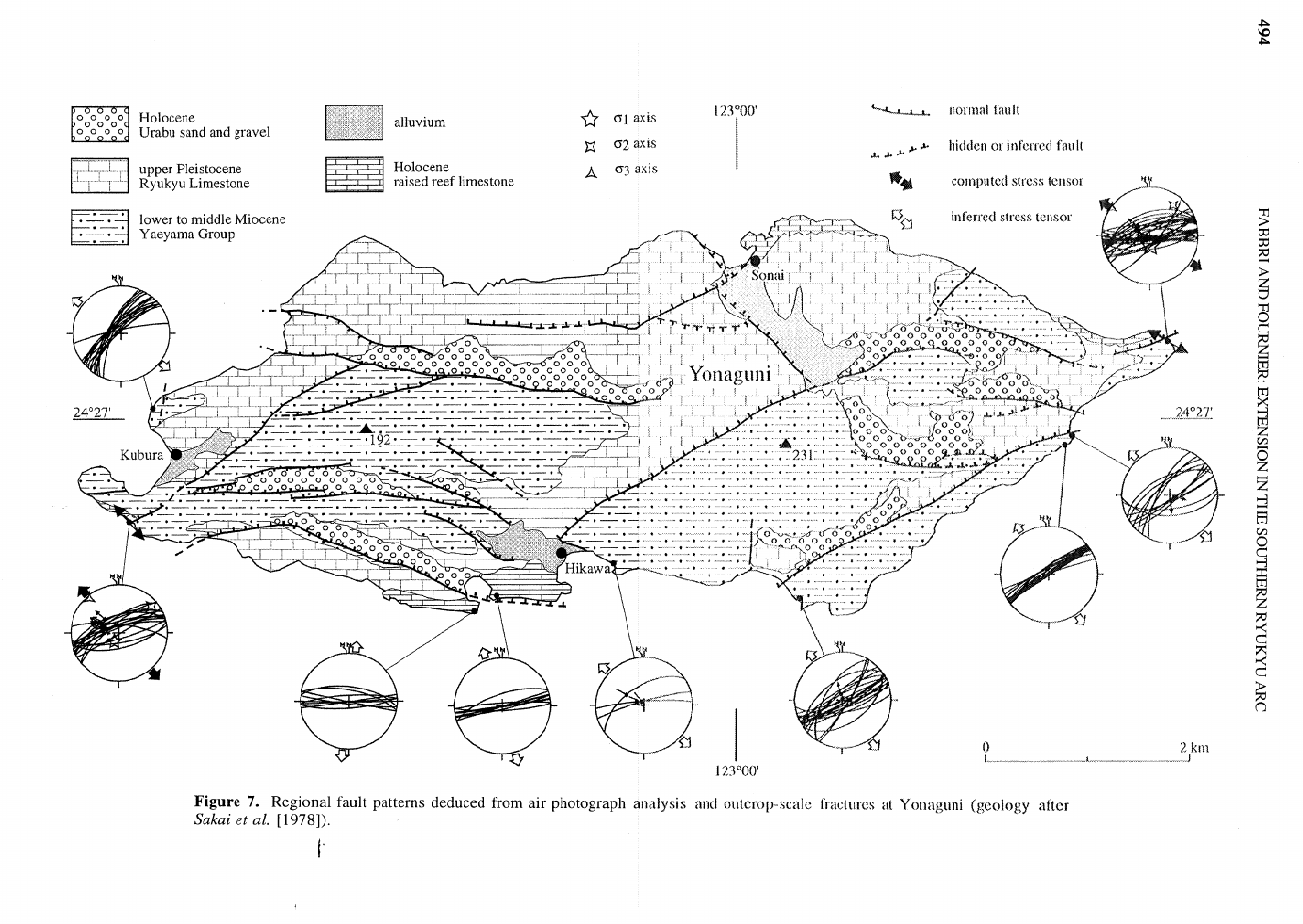
Yonaguni is an uplifted island at the southwest most reaches of the Ryukyu arc. Tectonic activity is extensive in the region even today, and undersea earthquakes create a persistent risk of tsunami to the island. Faulting is very well displayed in the beds of sandstone, shale, and limestone on both the terrestrial and the undersea portions of the island. During the Miocene, hundreds of meters of sandstone were deposited in the region of the island with local or regional uplifts creating land connections with Taiwan, Asia, and other Ryukyu islands. Much of the faulting occurred in the Pleistocene as well as recent times, breaking remaining land connections, and greatly increasing the faulting and tilting of rock layers.
The YF is situated geographically at the southern edge of the island and, geologically, within the Yaeyama Group of Miocene origin.
Primary Claims of Human Construction
Depending on what you read or watch on various sensationalist television programs, there are various claims regarding the artificial nature of the Yonaguni Formation. Here are the primary claims:
- That the YF is a megalithic human construction or an artificial structure.
- That the YF is a pyramid.
- That the YF has “steps” along its sides.
- Tool marks are found that show the site is man-made.
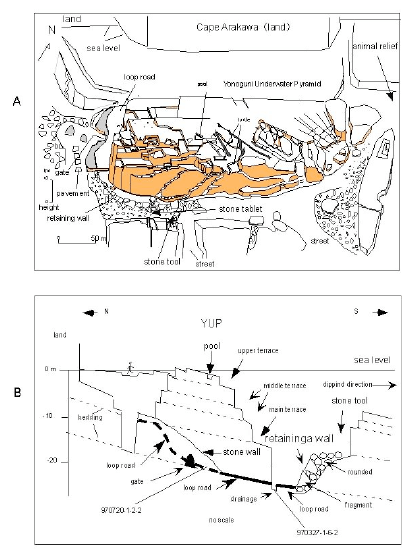
- Features exist that look like drainage canals, a wall, a pool, stairways, a gate, and a road looping around the YF.
- Rock art “monuments” and stone tools were found.
Each of these claims are from Masaaki Kimura, a Japanese geologist at the University of the Ryukyus in Okinawa, though they are quickly echoed by the likes of Graham Hancock and various other representatives of the pseudoscientific fringes of archaeology and history.
Let’s take a rational look at these claims in order except for the first. We’ll save that one for last.
The YF is a pyramid.
A pyramid is defined as, “a monumental structure with a square or triangular base and sloping sides that meet in a point at the top, especially one built of stone as a royal tomb in ancient Egypt.” Or, it can also be simply a heap or stack in the shape of a pyramid. Nature can produce pyramid-like structures because of gravity and sorting of materials. Geologically, flat iron mountains and ridges form, usually with helping forces like faults and glaciers; hogback ridges erode from anticlines. Just google “natural pyramids” and see page after page of them.
But none of them look like the Yonaguni Formation, which looks more like an oval cake than it does a pyramid in shape.
The YF has “steps” along its sides.
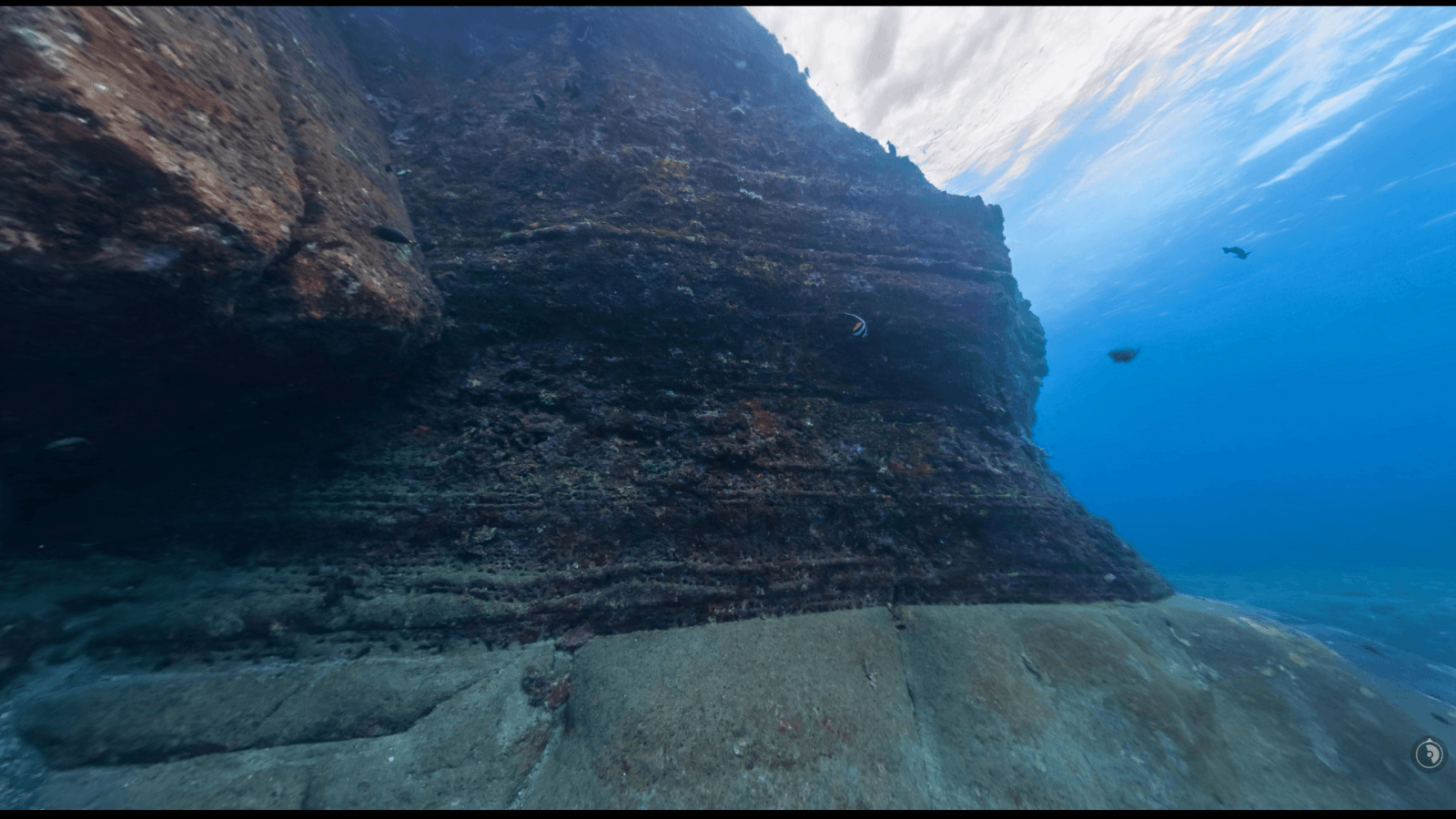
It certainly has “step-like” features. But this is a metaphorical description not a literal one. We would easily describe the buttes of Monument Valley as “stepped” but not regard them as literal steps. In fact, the geology just above the surface at the Yonaguni shoreline is similarly stepped! But a primary reason why these aren’t literal steps is because you can’t walk them as steps! The distance from many can be measured to be several feet! Not the 8 inches or so that normal human steps for walking would be spaced at. One would need a ladder for each step just to go from one to the next! Surely, if we are to assume that this is the construction of a civilization technologically sufficient enough to carve/move large blocks of stone, they would have found it easy to create steps that were more convenient if not simply efficient and useful.

Tool marks are found that show the site is man-made.
This evidence is seriously lacking. In the paper resulting from his presentation at the Oceans ’04 conference, Kimura doesn’t show any photos of toolmarks on the structure itself. He only mentions that “[s]cars from tools driven in as a wedge have been found among the other markings on the structure,” which, in his opinion, support the use of a wedge-shaped cutting tool known as a kusabi. He also mentions “funnel-shaped depressions” that were “evenly spaced from 20-30 cm apart” which left me wondering which spacing they had: evenly spaced or spaced 20-30 cm apart. One is not the other. The best he could apparently do was to make plaster casts to show marine biologists in order to rule out sea urchins. Photographs of the casts, the holes, and a grid map of their precise spacing or location on the YF were not available. No measurements and no count of how many were observed. I’m also interested in the method of plaster casting he used underwater.
Still, if they’re located on the upper surfaces of the formation, I could be convinced these might be bedrock mortar holes. This is precisely the type of technology I’d expect a prehistoric inhabitant of the region to use. They could also the be result of an inclusion in the sandstone eroding away either chemically or physically. Or both. I’m surprised a geologist (which Kimura is) wouldn’t discuss this possibility since it’s an obvious one.
Features exist that look like drainage canals, a wall, a pool, stairways, a gate, and roads or streets.
The key phrase is “that look like.’ Humans are very adept at creating analogies and using metaphor. This is an extremely useful way to communicate ideas, particularly when photographs or detailed illustrations aren’t possible. When you visit the Grand Canyon, rock formations are named in this way: Arrowhead Terrace, Bridge of Sighs, Castle Butte, and Excalibur Tower. These are not literally arrowheads, bridges, castles, or sword hilts. They simply look like these things. In Rockwall, Texas a limestone outcrop shows itself periodically as you follow it across the landscape that resembles a rock wall. The first settlers of the region were convinced that some unknown civilization built this short-in-height wall for some unknown purpose, but geologists later explained it as normal fracturing and jointing of limestone.
So, when we say it has the appearance of steps, a street, a road, or a gate, these aren’t really useful unless we can tie some physical evidence to the features that corroborate the claim. Particularly when evidence to the contrary is present.
Nowhere is there evidence that steps on the YF exist other than “step-like” features along the sides. But, unlike true steps made by humans for climbing, these are irregular, oddly positioned and very often far too great for human pedestrians to traverse. They also coincide with the normal stratigraphy of the rock layers. Much the same can be said about other features that are “road” or “street”-like. The feature that Kimura identifies as a “loop road” is simply more rock layer that is fractured around the base of the formation. The “street” is a gap between two larger sections of the formation that separated from the main portion of the formation during an uplifting event probably in the Pleistocene. The “pool” is a fractured and jointed section that has since been washed out, leaving behind a rhombohedral cavity. None of these are sufficiently represented in photographs and certainly not with corroborating physical evidence like cart tracks or hinges for the “gate” or tool marks that show undeniable carving of the “pool.”
In fact, much of what is below the surface, looks very much like what is above. We see the same fracturing and jointing along the coast. And the same separation of entire sections of the Miocene deposits of sandstone and shale. We see the very same layering of sandstone and shale along with the chemical and physical erosion of softer or more soluble rock in between.
Rock art “monuments” and stone tools
Kimura shows a couple of photographs of what could be stone tools. Admittedly, one of the objects does, indeed, appear to be a hand ax or adze. The other, however, doesn’t show obvious signs of human manufacture. But this could just be the fault of a low resolution photograph. Then, again, the same could be said for the tool that looks like an ax head. But Let’s not quibble. Lets assume these are both genuine stone tools. Stone axes and adzes in nearby Taiwan (from which Kimura draws a comparison) are generally considered to be cultivating instruments. In fact, oral traditions on Taiwan refer to chipped stone axes like these as either taga-madadaigas or tonnga-bat (ancestors’ hoes and stone hoes, respectively). The oldest known stone tools in Taiwan were chipped pebbles of the Changbin Culture. Adzes and Axes came along with cultivation and pottery with the Neolithic in Taiwan at between 4000 and 3000 BCE.
So why is this important? Because, geologically, the rock formation at Yonaguni wasn’t above sea level in the last 10,000 to 12,000 years. This isn’t to say that no one

ever chipped an ax or adze from stone prior to the Neolithic in Taiwan or neighboring Yonaguni. But, given that there is no evidence of it as yet, it is far simpler to assume that a stone tool was dropped in the water by a traveler on a boat (or sunk with the boat or raft as it was dashed against the rocks!) than it is to grant the assumption that because a stone tool exists at the sea floor, this is evidence that humans constructed such a monumental piece of architecture at a time before the cultivation of rice, invention of pottery, or improvement of lithic tools.
The same can be said for half of the rock art. The 50 centimeter zoomorphic carving Kimura describes could well have been from the same unfortunate sailor. Or, more likely, one of many possessions lost from one of many who braved the ocean on tiny vessels as they traveled or fished in the Neolithic (4000-3000 BCE). It is interesting to note, the end of the Neolithic in the Ryukyu Island region lies about half way between today and the end of the Pleistocene, when the sea levels began to rise and cover the YF.
As for the large boulder which has been called “rock art,” I fail to see the evidence. Pareidolia is a very real phenomenon that affects humans. So just because a rock has a couple of holes that loosely coincide with where eyes might be on a human head doesn’t make it an anthropomorphic representation that was created by human hands. Again, I’d need to see the striations of tool marks and underlying rock cleared of the coral and sea life to be convinced. Until such time as the evidence is produced, all we have is a cool rock that “looks like” a head from a certain point of view. It doesn’t from another point of view, by the way.
Conclusions
The first and primary claim made about the Yonaguni Formation, that it is an artificial, megalithic construction, is not upheld. Not if you’re a rational person who cares about evidence.
First, none of the “features” above are supported by evidence that corroborates the claim. There’s a lot of talk about “tool marks” but no evidence of these is shown. There’s talk about artifacts, but no discussion on why they could not have been lost a sea by other means. There’s a lot of “looks like” analogies but no physical evidence to show why they are anything more than pareidolia or imagination.

There’s a lot of evidence to the contrary. The geology above the surface is strikingly similar to that below. So much so that I’m surprised it doesn’t raise a flag all by itself to hardcore believers. The grainy, low-resolution photographs under water often seem to show smooth rock faces, but some of the higher-resolution photography that OceanAgency.org did for Google Street View of the feature let you see the individual layers of shale and sandstone behind the surface encrustation of coral and sea life. I highly recommend viewing these.
Also, the age of the civilization that would have to be responsible for the construction is a serious problem. One that pseudoscience and fringe elements like the pseudoarchaeologist Graham Hancock and others find satisfying. This is because they make a lot of money prattling on about “ancient, advanced cultures” with so-called “high-technology” that once existed in the world. Except they never produce any tangible or testable evidence for these alleged cultures. They’ll tell you, however, that Yonaguni itself is the evidence.
Never mind the circular reasoning. How could the Yonaguni formation be man-made? Because there was

an advanced civilization, of course! How do you know this civilization existed? Because Yonaguni, silly!
The reality is that evidence for pre-ceramic people from Taiwan up the Ryukyu arc to Okinawa exists. But we see it in bone tools and splintered animal bones that were cracked open for marrow. We see it in chipped stone pebbles and fossilized deer bones in fissures of coral. But even these aren’t Pleistocene in age. Pleistocene evidence is severely lacking, with chipped pebbles in Taiwan being among the best evidence of inhabitants during this period when the sea level was low enough for the Yonaguni formation to have been exposed.
Part of the reason for the paucity of evidence is surely because much of it is below the current sea level. But this would only account for a relatively small percentage of the people that could have inhabited these lands. Storms and tsunamis that would certainly accompany tectonic forces of the Pleistocene would undoubtedly have convinced many to forage and hunt inland and upland. The primary reason for the scarcity of archaeological remains is probably the relatively low but highly mobile populations of the period compared to later Neolithic cultures.
Ceramics begin to show up in the archaeological record during the Neolithic in Japan and Taiwan. In addition, cultivation tools begin to show up. People are farming. They’re increasingly less mobile and populations are much larger.
Manpower and Population
Take these two words into consideration. Also consider the size and scope of the Yonaguni Formation. Over 25 meters tall; 120 meters wide; and at least 230 meters long. And that’s just the primary formation. If such an undertaking were to be done by a civilization that hadn’t even developed pottery yet, how many would it take? Where would they obtain the caloric requirements? Fish alone wouldn’t suffice, they would need to grow carbohydrate-rich foods like rice and tubers. Where are the fields? Where are the cemeteries? Where are they villages? Are we to believe that none of this was done in the upland regions? That all their societal eggs were in the flood-plain/lowland sections of the island? Why would such an irresponsible civilization be expected to survive a seasonal monsoon much less the inevitable tsunami?
I would not be surprised to learn that future researchers find post-holes or bedrock mortar holes for grinding things like grains and seeds on the surface of the YF. I wouldn’t be surprised to learn that a temple once stood on it. Or a few fishing stations where perhaps nets were cast and retrieved. But there’s no evidence that the YF is anything more than a naturally occurring formation of shale and sandstone originally deposited in the Miocene and uplifted and inundated in the Pleistocene.

References and Further Reading
Ellwood, Brooks; Payne, Jana; Long, Gary (1989). The rockwall in rockwall, texas: A study of unusual natural magnetic effects in geoarcheological surveys produced by mineral oxidation. Geoarchaeology 4(2), 103-118.
Fabbri, Olivier (1999). Extension in the southern Ryukyu arc (Japan): Link with oblique subduction and back arc drifting. Tectonics, 18(3), 486-497.
Foster, Helen L. (1965) Geology of Ishigaki-shima Ryukyu-retto: Geology and Paleontology of Ishigaki-shima, Ryukyu-retto. Geological Survey Professional Paper 399-A, U.S. Department of the Interior.
Jiao, Tianlong (2007). The Neolithic of southeast China: cultural transformation and regional interaction on the coast. Cambria Press. pp. 89–90.
Kimura, Masaaki (2004). Ancient Megalithic Construction Beneath the Sea off Ryukyu Islands in Japan, Submerged by Post Glacial Sea-level Change. Proceedings of Oceans ’04 MTS/IEEEE Techno-Ocean ’04, 947-953.
Kokubu, Naoichi (1963) The Prehistoric Southern Islands and East China Sea Areas. Asian Perspectives, 7(1&2), 224-247.
Paredolia is a bane on humanity.